

What Makes Rubber Block Chain the Ideal Choice for Industrial Applications?
2025-08-26
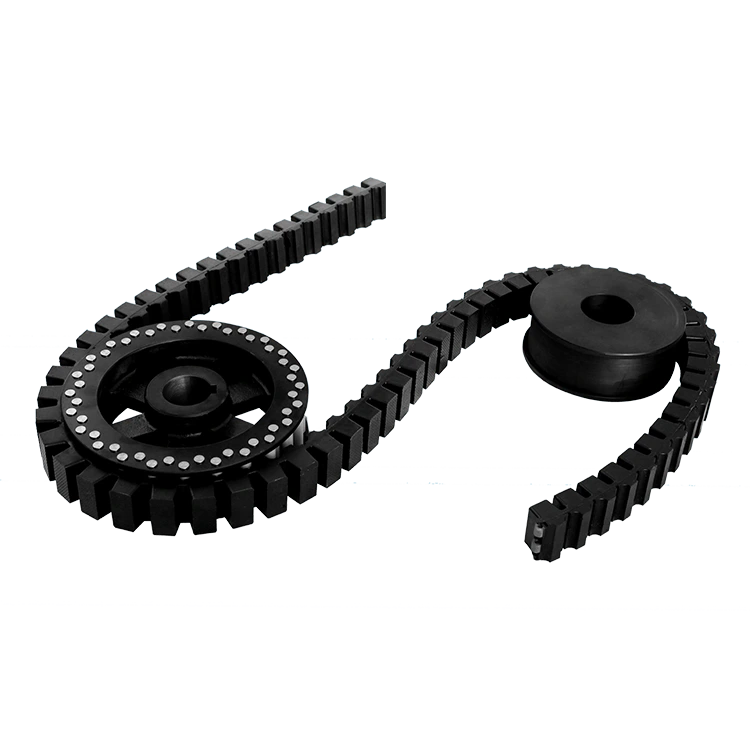
In modern industries, where durability, vibration reduction, and reliable performance are critical, Rubber Block Chain has become an indispensable solution. Whether applied in heavy machinery, conveyor systems, or specialized equipment, this product offers advantages that traditional chain systems cannot provide. By combining high-quality rubber materials with advanced engineering, it ensures long-lasting functionality while reducing operational noise and extending service life.
At Shanghai Shukai New Equipment Co., Ltd., we specialize in manufacturing Rubber Block Chains designed to meet the demanding needs of industries worldwide. With years of production experience and strict quality control, our products have earned the trust of clients across construction, mining, agriculture, and logistics sectors.
Technical Parameters of Our Rubber Block Chain
The following parameters highlight the superior quality and technical standards of our product line:
General Specifications
| Parameter | Value Range / Details |
|---|---|
| Material | High-strength alloy steel + reinforced rubber |
| Rubber Hardness (Shore A) | 65 – 80 |
| Working Temperature Range | -40°C to +120°C |
| Tensile Strength | ≥ 16 MPa |
| Chain Pitch | 25 mm – 150 mm |
| Weight Capacity | Up to 10,000 kg depending on model |
| Standard Length | Customizable (1m – 30m) |
| Surface Treatment (Steel) | Heat-treated & anti-corrosion coating |
| Service Life Expectancy | 3–5 years under standard operation |
Why Choose Rubber Block Chain Over Conventional Chains?
-
Reduced Maintenance Costs – Traditional chains require frequent lubrication and replacement. With Rubber Block Chain, wear resistance extends the replacement cycle.
-
Better Safety Standards – Its vibration-reducing ability minimizes machine stress and operator fatigue.
-
Energy Efficiency – Less friction leads to lower energy consumption.
-
Adaptability – Can withstand harsh conditions, including dust, humidity, and temperature fluctuations.
-
Customized Solutions – Shanghai Shukai New Equipment Co., Ltd. offers tailor-made dimensions and specifications for specific industrial applications.
Application Scenarios
-
Mining Industry: Heavy-duty conveyors handling bulk materials.
-
Agriculture: Harvesting machines, seeders, and grain conveyors.
-
Construction Machinery: Equipment requiring shock resistance and load-bearing strength.
-
Logistics & Warehousing: Smooth and efficient conveyor lines.
-
Automotive Sector: Noise-reduced transmission systems.
FAQ – Common Questions About Rubber Block Chain
Q1: What industries benefit most from Rubber Block Chain?
A1: Rubber Block Chain is widely applied in mining, agriculture, logistics, construction, and automotive industries. Its shock absorption and durability make it particularly useful in conveyor systems, where efficiency and noise reduction are essential.
Q2: How long does a Rubber Block Chain typically last?
A2: Under standard working conditions, a Rubber Block Chain can last 3–5 years. Factors such as load capacity, environmental exposure, and maintenance will influence its lifespan. Shanghai Shukai New Equipment Co., Ltd. ensures that each chain undergoes strict testing for long-term performance.
Q3: Can Rubber Block Chain be customized for different applications?
A3: Yes. We provide customization options for pitch, rubber hardness, tensile strength, and chain length. This allows clients to optimize their equipment performance. For example, a customer in the construction industry may require reinforced heavy-duty chains, while agricultural clients may prefer medium-duty solutions for flexibility.
Why Work with Shanghai Shukai New Equipment Co., Ltd.?
For over a decade, we have been a trusted manufacturer of industrial chain systems, focusing on innovation, quality, and customer satisfaction. Our production facilities use advanced vulcanization techniques, ensuring the rubber components in every chain perform at maximum efficiency. We are committed to delivering solutions that not only meet technical requirements but also create long-term value for our clients.
Final Thoughts
The demand for Rubber Block Chain continues to grow as industries prioritize efficiency, durability, and noise reduction. By integrating advanced materials and engineering precision, Shanghai Shukai New Equipment Co., Ltd. provides a product that exceeds expectations in performance and cost-effectiveness.
If you are looking for a trusted supplier of Rubber Block Chains, don't hesitate to get in touch with us. Our team is ready to provide tailored solutions that enhance your industrial operations.
Contact Shanghai Shukai New Equipment Co., Ltd. today to discuss your requirements and request a quotation.
